 English
English Español
Español عربى
عربى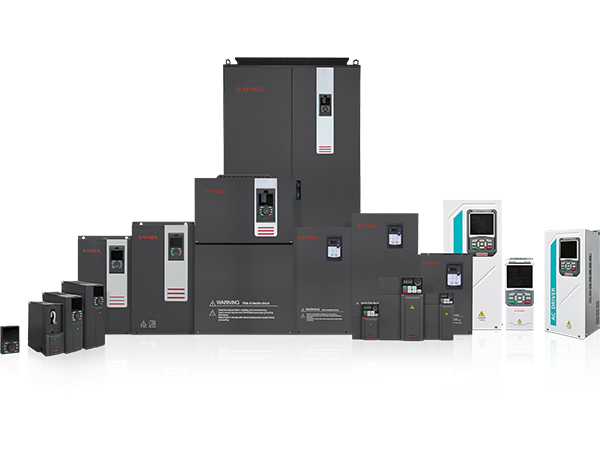
































Chemical Industry
Learn more
|
|
01 Introduction: Diaphragm pump is a new type of conveying machinery, which is currently the innovative type of pump in China, using compressed air as the power source. For all kinds of corrosive liquids, liquids with particles, high viscosity, volatile, flammable and highly toxic liquids, they can be exhausted. Diaphragm pumps have been used in petroleum, chemical, non-ferrous metal food, electronics, ceramics, textiles and other industries. They are installed in various special occasions to extract various media that cannot be pumped by conventional pumps. As an industrial control equipment, RVE32 frequency converter has a wide range of applications in diaphragm pumps. |
||||||||||||||||||
|
02 Features: RVE32 is a wall-mounted inverter, the power range is 0.75KW-500KW, the voltage level of the incoming line voltage is 380V-480V, and the control method is vector control without speed sensor. RVE32 has a wealth of substations, including 8 digital inputs (LI1-LI8), 2 analog inputs (AI), 2 relay outputs (TA), 2 analog outputs (AO), 5V auxiliary power supply for analog power supply Fixed input, 24V auxiliary power supply is used for digital input, all LI/TA, AI/AO can be freely programmed to define functions. MODBUS interface is standard configuration of RVE32, no option is required. The RVE32 can be connected to higher-level automation systems via MODBUS. |
|
||||||||||||||||||
|
03 Advantage: · Provide 250% of the rated electric current during low frequency operation and acceleration, which meets the requirements of diaphragm pump operation; · With speed control accuracy, the control accuracy is 0.2%, and accurate speed control is achieved; · It has the advantage of fast torque response, and when the load fluctuates, the current fluctuation is small; · Good EMC electromagnetic compatibility, adapt to various complex environments; · It has good overload capacity and environmental adaptability, and has high operational reliability; · It has strong environmental adaptability, and the completely independent air duct design can greatly improve the resistance to harsh environments such as oil pollution, dust and damp heat. |
|||||||||||||||||||
|
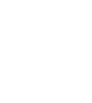
04 System Introduction: In the alumina production system, the qualified raw ore pulp is pumped to the high-pressure dissolver through the diaphragm, the 55KW diaphragm pump is driven by a RVE32 75KW inverter, and the 4-20mA feedback signal output by the slurry electromagnetic flowmeter is sent to the inverter. The closed-loop control is realized on the feedback port of the PI regulator, so that the flow rate of the slurry can be changed within a given range to ensure the dissolution rate of alumina. |
|
||||||||||||||||||
|
05 Technical Parameter:
|
|||||||||||||||||||
|
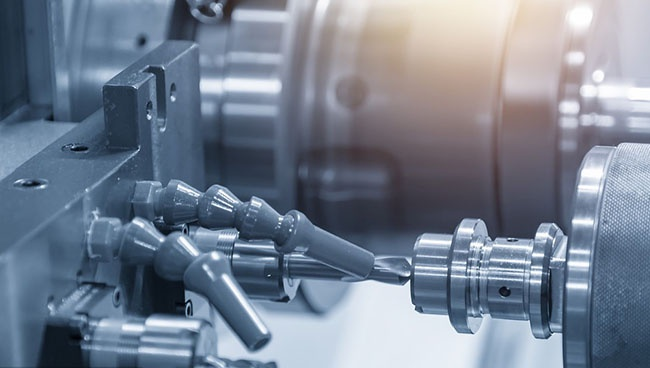
06 On Site Usage: According to the on-site space situation, a RVE32 series inverter is installed in the control cabinet, and the inverter installation and on-site motor are as shown in the figure. |
|
||||||||||||||||||
|
|
07 Running Result: The RVE32 inverter has been used on the diaphragm pump for more than three years without failure. Practice has proved that the RVE32 inverter has performance in terms of quality and performance, and saves energy in the process of speed regulation. The effect has brought tangible benefits to users and established a good reputation among users. The control device operates reliably, has good environmental adaptability, can resist harsh environments such as oil pollution, dust and damp heat, and has a low failure rate; Reliable and stable operation, flexible and convenient control, accurate control and high precision; Excellent current limiting characteristics, strong overload capacity, can effectively reduce frequency conversion overload, overcurrent protection, and maximize production continuity; The economic benefits are significant, and the cost per unit product is reduced. |
||||||||||||||||||
|
08 Customer Benefits: It fully guarantees the accurate feeding of the diaphragm pump, greatly optimizes the production index, improves the dissolution rate of alumina in the slurry and the production capacity of the equipment, and achieves huge economic benefits; The comprehensive protection function of the frequency converter ensures production continuity; The improvement and optimization of equipment technology level greatly reduces equipment maintenance workload and maintenance costs; The economic benefits are remarkable, the cost per unit product is reduced, and good social and economic benefits are produced. |
|
||||||||||||||||||
Copyright 2024 Fujian Raynen Technology Co.,Ltd. All Rights Reserved.
Privacy Policy  Motor Control Manufacturers
Motor Control Manufacturers
